devino246
Official DIYGK Chem Nerd
To help illustrate the point, here are some cross-sections.
Brazed joints:



Note how there is an obvious divide between work material and filler metal.
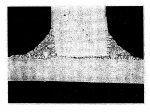
Welded joints:


Note how there is no defined line between work pieces and filler metal.
Brazed joints:
Note how there is an obvious divide between work material and filler metal.
Welded joints:
Note how there is no defined line between work pieces and filler metal.
Attachments
-
 brazeXsection.gif13.7 KB · Views: 3
brazeXsection.gif13.7 KB · Views: 3 -
 6959853-0-large.jpg180.1 KB · Views: 3
6959853-0-large.jpg180.1 KB · Views: 3 -
 7118776027_a4fca7159c_z.jpg115.6 KB · Views: 3
7118776027_a4fca7159c_z.jpg115.6 KB · Views: 3 -
 Pulsed-Yag-weld-cross-section.jpg25 KB · Views: 3
Pulsed-Yag-weld-cross-section.jpg25 KB · Views: 3 -
 Spot-weld-cross-section.DP590.meb.jpg91.6 KB · Views: 2
Spot-weld-cross-section.DP590.meb.jpg91.6 KB · Views: 2











 :toetap05:
:toetap05: