bob58o
SuckSqueezeBangBlow
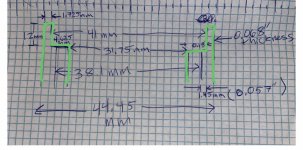
Steering Bearings.
41mm OD, 12mm height
If I need to put a tube on a lathe to accept these bearings, what type of tolerance / interference is suggested?
I don’t have a press. I think 0.002” is enough to slip in. Maybe -0.002” requires a press?
What should I shoot for?
0.000” ?
0.001”
-0.001” ?
41.025mm? For a 41mm OD bearing?
1.6152” for a for a 1.6142” od bearing?
41mm OD, 12mm height
If I need to put a tube on a lathe to accept these bearings, what type of tolerance / interference is suggested?
I don’t have a press. I think 0.002” is enough to slip in. Maybe -0.002” requires a press?
What should I shoot for?
0.000” ?
0.001”
-0.001” ?
41.025mm? For a 41mm OD bearing?
1.6152” for a for a 1.6142” od bearing?
Last edited: